- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик
- Esperanto
- Afrikaans
- Català
- שפה עברית
- Cymraeg
- Galego
- Latviešu
- icelandic
- ייִדיש
- беларускі
- Hrvatski
- Kreyòl ayisyen
- Shqiptar
- Malti
- lugha ya Kiswahili
- አማርኛ
- Bosanski
- Frysk
- ភាសាខ្មែរ
- ქართული
- ગુજરાતી
- Hausa
- Кыргыз тили
- ಕನ್ನಡ
- Corsa
- Kurdî
- മലയാളം
- Maori
- Монгол хэл
- Hmong
- IsiXhosa
- Zulu
- Yoruba
- অসমীয়া
- ଓଡିଆ
- Punjabi
- پښتو
- Chichewa
- Samoa
- Sesotho
- සිංහල
- Gàidhlig
- Cebuano
- Somali
- Тоҷикӣ
- O'zbek
- Hawaiian
- سنڌي
- Shinra
- Հայերեն
- Igbo
- Sundanese
- Lëtzebuergesch
- Malagasy

Hvordan kan et båndvalseværk hjælpe dig med at levere ensartet tykkelse, fladhed og overfladekvalitet i skala?
Abstrakt
A båndvalseværker ofte "make-or-break"-aktivet for spoleprocessorer og producenter, der har brug for stabil tykkelseskontrol, gentagelig planhed og ren overfladefinish - uden konstant nedetid eller skrot. Alligevel løber mange købere ind i den samme hovedpine: inkonsekvent måler på tværs af spolens længde, formfejl, der udløser kundeklager, hyppige rullemærker, langsomme omstillinger og vedligeholdelsesrutiner, der stjæler produktionstid.
Denne artikel nedbryder, hvordan et moderne båndvalseværk adresserer disse smertepunkter, hvilke specifikationer der faktisk betyder noget, når du sammenligner muligheder, og hvordan du kortlægger dine produktmål (materiale, tykkelsesområde, tolerance, output) til den rigtige møllekonfiguration. Du finder også en praktisk tjekliste, en beslutningstabel og en FAQ designet til rigtige indkøbsteams og fabriksingeniører.
Indhold
- Disposition
- Fælles købers smertepunkter
- Hvad et båndvalseværk virkelig gør
- Nøglepræstationsmål, der beskytter din margin
- Valg af den rigtige møllekonfiguration
- Integrering af møllen i din linje
- Sådan holder du kvaliteten stabil over lange løbeture
- Vedligeholdelse, der ikke dræber output
- Købers tjekliste, før du underskriver
- FAQ
- Næste trin
Disposition
- Identificer de produktionsproblemer, du forsøger at eliminere (skrot, krav, flaskehalse).
- Oversæt kundekrav til målbare rullende mål (tolerance, planhed, finish).
- Match dit materiale- og tykkelsesområde til et møllelayout og automatiseringsniveau.
- Planlæg støttesystemerne (spændingskontrol, kølevæske, filtrering, rullestyring, tilbageslag).
- Lås på vedligeholdelse: hurtigt rulleskift, tilgængelig hydraulik og forudsigelige reservedele.
Fælles købers smertepunkter
Hvis du vurderer et båndvalseværk, gør du det sandsynligvis ikke for sjov - du gør det, fordi noget gør ondt. Her er de hyppigste problemer, købere ønsker at løse, og hvad de normalt koster i rigtige operationer:
- Måler inkonsistens: tykkelsesdrift hen over spolen fører til omarbejdning, nedgraderet materiale eller afviste partier.
- Fladhed og formfejl: bølger, midterspænde, kantspænde eller krone-uoverensstemmelse forårsager nedstrømsproblemer ved stempling, opskæring, svejsning eller formning.
- Overflademærker: Rulleridser, skrammelmærker, indeslutninger eller dårlig smøring dukker op som kundeklager – især for synlige dele.
- Langsomme omstillinger: lange rulleskift, ustabilitet i opsætningen eller manuel tuning spilder timer hver uge.
- Højt skrot under oprampning: Den første del af hver spole bliver "opsætningsspild", fordi kontroller og spænding ikke aktiveres hurtigt nok.
- Nedetid fra vedligeholdelsesoverraskelser: pakninger, lejer, kølevæskesystemer eller hydrauliske problemer, der ikke er designet til hurtig service.
- Energi og forbrugsstoffer kryber: Ineffektive drev, dårlig kølevæskestyring og overdreven rulleslid øger stille og roligt prisen pr. ton.
Et godt båndvalseværk valser ikke kun metal - det reducerer usikkerheden. Det bedste investeringsafkast kommer normalt fra færre kundekrav, højere afkast og stabil gennemstrømning, som du kan planlægge med tillid.
Hvad et båndvalseværk virkelig gør
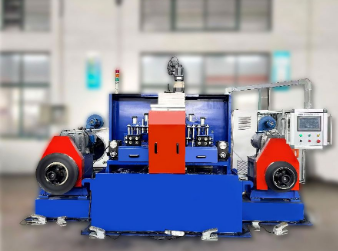
I sin kerne reducerer et båndvalseværk tykkelsen ved at føre metalbånd gennem roterende ruller under kontrolleret kraft og spænding. Den "kontrollerede" del er, hvor moderne systemer adskiller sig fra ældre udstyr.
I virkelig produktion ændrer du ikke kun tykkelsen - du administrerer:
- Rullekraftat ramme målmåleren uden at overbelaste komponenter.
- Spændingfor at stabilisere strimmelformen og forhindre snask eller glidning.
- Fladhedskontrolfor at forhindre formfejl, der ødelægger nedstrøms forarbejdning.
- Overfladetilstandgennem rullekvalitet, kølevæskelevering og filtrering.
- Termisk adfærdfordi varme påvirker rulleudvidelsen og tykkelsesstabiliteten over tid.
Derfor bør købere tænke på møllen som et system: stativkonfiguration, automatisering, drev, hydraulik, kølevæske/filtrering og spolehåndtering bidrager alle til den endelige kvalitet og oppetid.
Nøglepræstationsmål, der beskytter din margin
Når hold sammenligner møller, fokuserer de ofte på maksimal rullekraft eller linjehastighed. De er vigtige, men de virkelige differentiatorer er præstationsmål knyttet til kundeaccept og internt udbytte.
- Tykkelsestolerance: Hvor konsekvent kan du holde måleren fra hoved til hale og på tværs af strimlens bredde?
- Fladhed: Kan du holde form inden for din kundes formkrav uden konstant indgriben?
- Overfladefinish og renhed: Kan du opretholde en stabil finish uden rullemærker, snavsstriber eller smøremiddelfejl?
- Stabilitet over lange løb: Forbliver ydeevnen stabil efter timers produktion, eller driver den med temperatur og rulleslid?
- Gentagbarhed for skifter: Kan du skifte produkter og hurtigt vende tilbage til stabil produktion med minimalt opsætningsskrot?
En praktisk måde at evaluere et båndvalseværk på er at stille ét spørgsmål internt:Hvad vil vi stoppe med at tabe penge på, når denne mølle kører?Den indramning holder diskussionen fokuseret på resultater, ikke kun specifikationer.
Valg af den rigtige møllekonfiguration
Der findes forskellige møllekonfigurationer af en grund: dit materiale, tykkelsesområde, bredde og målfinish har alle indflydelse på, hvad der vil fungere bedst. Brug tabellen nedenfor til at tilpasse din applikation med typiske møllevalg.
| Ansøgningsmål | Typisk Mølleretning | Hvorfor det passer | Watch Outs |
|---|---|---|---|
| Generel tykkelsesreduktion med moderat tolerance | 4-høj stativ / vendemølle | Afbalanceret kapacitet for mange stål og legeringer; fleksible tidsplaner | Automatiseringsniveauet har betydning for repeterbarhed og ramp-up skrot |
| Høj præcisionsmåler + planhedskontrol | 6-høj stativ / avanceret planhedskontrol | Bedre formkontrol via bøjnings- og skiftestrategier | Højere kompleksitet; brugbarhed og træning bliver kritisk |
| Høj gennemløbsproduktion med stramme leveringsplaner | Tandem line (multi-stand) | Kontinuerlig reduktion understøtter højere output og ensartet kvalitet | På forhånd integrationsindsats; understøttende systemer skal være robuste |
| Overfladefølsomme produkter (dekorative, udsatte dele) | Fokus på rullefinish + kølevæske/filtrering + spændingsstabilitet | Overfladekvalitet afhænger i høj grad af renlighed og smørekontrol | Understørrelsesfiltrering er en almindelig fejl, der skaber tilbagevendende defekter |
Hvis du er usikker, så start med at fastgøre dinmaterialeliste(stål, rustfrit, aluminium, kobber osv.),indgående tykkelse, måltykkelse, og din kundesacceptkriterier. Vælg derefter den konfiguration, der kan ramme disse mål pålideligt – ikke kun på papiret.
Integrering af møllen i din linje
Mange kvalitetsproblemer, der er skyld i møllen, er faktisk problemer opstrøms eller nedstrøms. Et båndvalseværk yder bedst, når den omgivende linje forhindrer spændingsspidser, overfladeforurening og beskadigelse af spolen.
Fælles integrationselementer omfatter:
- Pay-off og recoilermed stabil spændingsevne.
- Ind-/udgangstøjlerfor at finjustere spændingen og reducere slip.
- Vejledning og centreringfor at beskytte kanter og forbedre formkontrol.
- Kølevæske levering + filtreringat håndtere varme og holde overflader rene.
- Inspektionspunktertil hurtig verifikation af sporvidde/form/finish uden at stoppe linjen.
GRM Valseværkunderstøtter typisk købere ved at kortlægge disse delsystemer til møllens kontrolstrategi - fordi stabil produktion afhænger af hele flowet, ikke kun standen.
Sådan holder du kvaliteten stabil over lange løbeture
Det er nemt at få en god spole "en gang". Den virkelige test er at holde kvalitet på tværs af skift, operatører og produktmix. Stabilitet kommer normalt fra tre lag af kontrol:
- Hurtig kontrol: øjeblikkelig korrektion af tykkelsesafvigelser efterhånden som forholdene ændrer sig (belastning, spænding, hastighed).
- Formkontrol: strategier til at reducere spænder og kronemismatch, før de kan afvises.
- Kontamineringskontrol: Hold kølevæske og båndoverflader rene for at undgå gentagne mærker.
Hvis dit anlæg har kæmpet mod tilbagevendende overfladedefekter, skal du være meget opmærksom på filtreringsdesign, kølevæskehåndtering og håndtering af rulleoverfladen. Små partikler kan forårsage "mystiske" striber, der ser tilfældige ud, men gentages, indtil kilden er fjernet.
Vedligeholdelse, der ikke dræber output
En mølle, der opfylder specifikationerne, men standser produktionen med konstant vedligeholdelse, er en dårlig forretning. Når du evaluerer udstyr, skal du kigge efter vedligeholdelsesfunktioner, der reducerer nedetid og forbedrer forudsigeligheden:
- Hurtig rulleskiftetilgang: Designede adgangspunkter, løftestrategi og tilpasningsstøtte.
- Tilgængelige hydrauliske komponenter: ventiler, tætninger og sensorer, der kan serviceres uden større nedbrydning.
- Klar smøreplan: centraliseret smøring og nem overvågning reducerer lejeoverraskelser.
- Reservedelslogik: standardiserede sliddele og en realistisk anbefalet reserveliste.
- Operatørvenlig diagnostik: alarmer, der peger på årsager, ikke kun symptomer.
De bedste møller hjælper dit team med at flytte fra "brandslukning" til rutinemæssig vedligeholdelse. Alene det skift låser ofte op for et højere ugentligt output uden at ændre dit personaleniveau.
Købers tjekliste, før du underskriver
- Produktmål: materialeliste, breddeområde, indgående/måltykkelse, tolerance, overfladekrav.
- Gennemløbsmål: forventet tons/måned, typisk spolestørrelse, planlagte skift og forventninger til rampe-up.
- Kvalitetsverifikation: hvordan du vil måle sporvidde/planhed/finish, og hvor kontroller forekommer i linjen.
- Skiftende virkelighed: produktmix, rulleplaner og hvor hurtigt du skal skifte uden skrot.
- Forsyningsvirksomheder og fodaftryk: strøm, kølevæskeforsyning, filtreringsplads og installationsbegrænsninger.
- Servicemodel: idriftsættelse, træning, dokumentation og responsplan for kritiske reservedele.
- Risikoplan: hvad sker der, hvis tolerance overses – har du en vej til korrektion uden at stoppe produktionen?
FAQ
Q: Kan et båndvalseværk håndtere flere materialer, såsom rustfrit og aluminium?
EN:Ja, men opsætningsstrategien betyder noget. Forskellige materialer opfører sig forskelligt under kraft og spænding, og de reagerer forskelligt på smøring og rullefinish. En velafstemt konfigurations- og kontrolstrategi vil reducere trial-and-error under produktskift.
Q: Hvad forårsager tykkelsesvariation langs spolens længde?
EN:Almindelige årsager omfatter ustabil spænding, termisk drift, rulleslid, inkonsekvent indgående spoletykkelse og langsom korrektion under hastighedsændringer. Købere bør prioritere stabil spændingsevne og hurtig korrektionsadfærd for at reducere skrot ved hoved og hale.
Spørgsmål: Hvorfor opstår formfejl, selv når tykkelsen er korrekt?
EN:Tykkelsen kan være i mål, mens planheden er slået fra. Formfejl kommer ofte fra ujævn reduktion på tværs af bredden, rulleafbøjning eller spændingsubalance. Fladhedskontrol og korrekt føring er nøglen til at forhindre spænder og krone-relaterede problemer.
Q: Hvordan reducerer vi overflademærker og rullerelaterede ridser?
EN:Start med rullestyring (overfladefinish, håndtering, renhed), og forbedre derefter kølevæsketilførslen og filtreringen for at forhindre snavs i at trænge ind i rullebiddet igen. Mange "tilfældige" mærker er faktisk gentagelige forureningsmønstre.
Spørgsmål: Hvad skal vi forberede til installation og ramp-up?
EN:Planlæg hjælpeprogrammer, layout, operatørtræning og en klar acceptplan (hvordan succes ser ud i målbare termer). Hvis du definerer målprodukter og verifikationstrin tidligt, bliver ramp-up hurtigere og mindre spild.
Næste trin
Hvis din nuværende proces taber penge på grund af tykkelsesforskydning, fladhedsklager, tilbagevendende overflademærker eller langsomme skift, kan et korrekt designet båndvalseværk vende det kaos til gentageligt output.GRM Valseværkunderstøtter kunder fra applikationsmatchning til linjeintegration, idriftsættelse og operatørtræning – så møllen arbejder i den virkelige verden, ikke kun i en brochure.
Klar til at tale gennem dine materiale-, tykkelsesmål og produktionsmål? Kontakt os og fortæl os, hvad du ruller i dag, og hvad du skal bruge næste gang.